MOOG 穆格MOOG |
|
点击次数:2906 更新时间:2010-05-14 |
MOOG穆格 本公司成立于五十多年前,zui初从事飞机与导弹部件的设计及供应。如今,本公司的运动控制技术广泛应用于民用机座舱、发电风机、一级方程式赛车、医用输液系统等众多的市场和应用领域,有效提高相关产品的性能。 我们的文化为本公司的人才提供有力支持,使他们在工作时干劲十足,满怀激情,并且对未来的成功充满希望。 本公司历史起源于公司创建者威廉 C 穆格,他是一位发明家、企业家,也是一位远见卓识者。1951年,比尔穆格研制成功电液伺服阀,这种装置可把微弱的电脉冲转换为而有力的运动。1951年7月,比尔、阿特兄弟俩和卢盖耶在纽约州东奥罗拉租借了已废弃的 Proner 机场的一角,成立了穆格制阀公司(Moog Valve Company)。 本公司销售,如下产品:日本SMC,德国FESTO,德国BURKERT宝德,德国BUSCHJOST电磁阀,德国HERION,美国ASCO阿斯卡,德国PIlZ皮尔磁,日本CKD气缸,德国REXROTH力士乐,美国VICKERS威格士,日本神视SUNX,parker派克,YUKEN油研,TDANISON丹尼逊,德国BALLUFF巴鲁夫,中国台湾新恭SHAKO。 欢迎您的,谢谢! 直线: : :万 结果 用液压伺服驱动系统替代原先的机械驱动系统,降低了设备备件的更换频率,缩短了设备维护停机时间,并延长了设备正常运行周期,从而减少了维护成本和时间,提高了生产效率及产品质量。 用液压伺服控制技术替代原先的机械系统,实现了振幅和振频的在线调整,这样用户在生产不同的钢种和产品时,可以很快的做好铸造工艺参数的在线调整,大大提高了生产不同产品的灵活性。控制系统接口和PLC工厂控制系统的简化,还降低了系统成本,同时提高了生产效率。 下一步行动 采用液压振动的连铸机在冶金行业是一种比较*技术,由于其较高的生产效率而为国内大型钢厂广泛采用。结晶器振动是连铸机的核心技术,伺服油缸和运动控制又是结晶器振动的关键技术。这正是高性能运动控制领域的专家穆格的强项和行业的未来发展方向。作为为数不多的同时擅长控制和液压技术的供应商,穆格从设计一开始就已经综合地考虑到了电气的设计、机械的设计和液压的设计。同时,穆格会根据每个用户的具体要求而量身定制液压控制系统和电气控制系统。 “我们能够为用户提供的不止是一个元器件产品,而是一个解决方案。” 穆格公司亚太地区重工业市场业务拓展李晓亚说。 更多有关穆格冶金行业解决方案,请浏览: http://www.moog.com.cn/chinese/markets/industrial-machinery/steel-production-machinery/ 。 关于穆格 穆格公司是一家性的精密控制系统和元器件设计、生产与集成商。穆格工业集团设计、制造高性能运动控制解决方案产品和系统,为塑料、金属成型、发电、测试以及仿真等各种工业应用提供集电动、液压、电液混合技术与专业咨询于一体的支持服务。我们帮助那些性能驱动型公司设计、开发其下一代机器。穆格工业集团2009财年的销售额为4亿5千5百万美元,集团在40 个国家和地区设有分公司,是穆格公司(NYSE:MOG.A 和 MOG.B)的一部分。穆格公司2009年的销售额为18亿4千9百万美元。 穆格中国成立于1997年,在上海、北京、广州和香港设有工厂和办公室。目前,穆格中国已成为穆格亚洲电动变桨控制系统制造中心,为整个亚洲地区的客户提供包括生产、工程、销售和售后服务在内的完整系统解决方案能力。 本公司销售,如下产品:日本SMC,德国FESTO,德国BURKERT宝德,德国BUSCHJOST电磁阀,德国HERION,美国ASCO阿斯卡,德国PIlZ皮尔磁,日本CKD气缸,德国REXROTH力士乐,美国VICKERS威格士,日本神视SUNX,parker派克,YUKEN油研,TDANISON丹尼逊,德国BALLUFF巴鲁夫,中国台湾新恭SHAKO。 欢迎您的,谢谢! 直线: : :万 | |  | 穆格 G122-824-002 P-I 伺服放大器(2009-1-19) 紧凑型 DIN 导轨壳 |  | 穆格 G122-826-001 移动 P-I 伺服放大器(2009-1-19) 用于*化的步进按钮 |  | 穆格G123-816 十六进制差分放大器(2009-1-19) G123-816 十六进制微分放大器用于将六种微分信号调制成六个 +/- 10V 信号,适用于穆格可编程伺服控制器 (PSC) 模拟输入。 |  | 穆格振荡器解调器G123-817 LVDT (2009-1-19) | | | |  | 穆格液压系统过滤器(2009-2-18) |  | 穆格M040-120 便携式伺服阀测试器(2009-2-18) 穆格阀便携式检查器用于穆格比例阀和伺服阀的现场全程检测。 |  | 穆格G040-123 便携式阀检查器(2009-2-18) |  | 穆格G040-124-001 直接驱动阀 (DDV) 测试器(2009-2-18) |  | 穆格G123-820 限幅和 Ramp 模块(2009-2-18) |  | 穆格G123-819 Ramp(2009-2-18) |  | 穆格G123-818 信号调节器(2009-2-18) |  | 穆格 G123-815 缓冲放大器(2009-2-17) 结构紧凑、DIN 导轨安装 |  | 穆格 G123-814-001 双通道 PWM 放大器(2009-2-17) 用于低端闭环应用领域 | 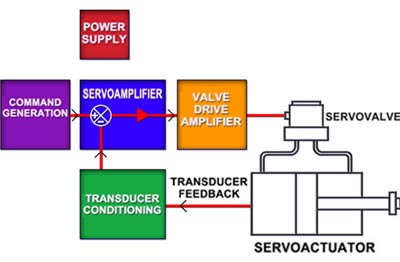 | 穆格 DIN 导轨模块(2009-1-21) DIN 导轨安装模块是紧凑型电子元件,广泛应用不同功能的闭环和开环系统。 | |
本公司销售,如下产品:日本SMC,德国FESTO,德国BURKERT宝德,德国BUSCHJOST电磁阀,德国HERION,美国ASCO阿斯卡,德国PIlZ皮尔磁,日本CKD气缸,德国REXROTH力士乐,美国VICKERS威格士,日本神视SUNX,parker派克,YUKEN油研,TDANISON丹尼逊,德国BALLUFF巴鲁夫,中国台湾新恭SHAKO。 欢迎您的,谢谢! 直线: : :万
地址:上海黄浦区北京东路668号科技京城东楼20C
穆格与汤普森摩擦焊协力开发世界zui大的线性摩擦焊机,汤普森的 E100 是*设计用于航空航天与汽车应用的线性摩擦焊机 2010年3月3日,中国上海 – 穆格与汤普森摩擦焊有限公司联合研发出世界zui大的线性摩擦焊机。该机的有效焊接表面积达10,000. 平方毫米,几乎是原有焊接能力的两倍,而且以100公吨打破了锻焊载荷的记录。 名为E100的新型焊机将线性摩擦焊(LFW)技术扩展应用到汽车与航空航天行业中,用于生产汽车地板等零部件,以及喷气发动机上的桨叶焊接固定。
E100 焊机及控制系统堪称一项重大的工业突破,因为摩擦焊技术之前从未用于如此宽大的工作范围。其自动处理系统与快速的开/关机特性与传统手动操作相比大大缩短了生产周期时间,与此同时,进行一次蓄能器充氮仅需30秒左右即可完成zui大zui长焊接任务。现在,E100 开启了固态金属部件焊制加工的新纪元,在原有的机加工过程中,高达80%的原材料被浪费。通过缩短生产周期时间,大幅降低贵重原材料如钛金属的浪费,它将*改变喷气发动机的制造方式。
“汤普森以不断为市场带来创新的摩擦焊技术和工艺过程著称于世,尤以其旋转摩擦焊技术与机械闻名。但是旋转技术并不适合所有的部件生产,因而我们看到了新的开发机遇,即通过改进焊接技术使开发的机械不仅能为飞机和汽车制造业节约成本,而且可使我们在未来成为线性摩擦焊技术的市场者,”汤普森董事总Alan Shilton 如是说。
汤普森的 E100 是在其位于英国的工厂制造的。穆格因为在液压、伺服系统的设计、控制工程以及制造方面的专长而成为汤普森密切的开发合作伙伴。
“穆格当时所面对的挑战是开发出一个液压运动控制系统来驱动届时将在尺寸、规模和能力各方面打破行业传统规格的新型机械。而这正是吸引穆格全力以赴的挑战,”穆格负责西北欧业务的区域业务Steve Darnell表示。“这新型机械高2.5米,重100公吨,对单焊点的作用力达100公吨,因而要求穆格设计和建造一个适合的高性能液压伺服系统。”
穆格为汤普森E100提供的液压伺服系统与支持包括:
· 一个闭环控制系统,以提供高幅快速响应,通过数字控制技术在整个焊接过程中实现的控制。常规的伺服比例阀在阀芯速度和加速度方面的局限使其无法同时提供高振幅和快速响应。穆格阀的阀芯针对E100 要求定制,其响应速度比常规阀快3或4倍。但需采取特别预防措施确保大量焊接后阀的完整性。
· 多个数字控制伺服阀,这些伺服阀可在高达4500 升/分钟(1200加仑/分钟)的峰值流量下同时工作,满足大面积焊接操作75 至 100 赫兹的高频要求。采用多个伺服阀亦可在调低机械设定提高小面积小载荷焊接时的焊接精度。
· 液压动力单元,提供驱动系统所需的2MW以上的瞬时功率输出。
· 七个400 升(105加仑/分钟)充气蓄能器各自可积累大量能量以提供焊接所需的高峰值油流(4,500 升/分钟)(1200升/分钟)。
· 阀块与分油站,管路,可将液压油输送给多个主动部件的综合辅助系统。
· 穆格在摩擦焊以及项目管理、设计、开发、制造、安装以及支持服务的经验和专长。
Alan Shilton 表示,“从项目一开始,穆格与汤普森就已建立了默契,我们两家公司在摩擦焊与液压技术专长方面各有所长,且均积*力于技术创新,不断挑战机器性能极限以交付客户和市场所需的高性能机器。如今,在经过两年半的共同努力后,我们成功制造出这台*的焊机。在项目的整个过程中,穆格主动积*度配合满足我们的要求。我们在项目之初就设定了非常具体的E100技术标准和规格要求,而且我们如愿获得了我们所需的工艺装置以及所期望的特别幅频性能。我们期盼穆格如愿交付zui终产品,穆格则不负重托,充分展示出他们在与性能驱动型公司合作方面的专长和优势”。
此款焊机因其*的线性摩擦焊(LFW)特性堪称一项重要的研发成果。虽然线性摩擦焊技术相比旋转技术的机械构造和控制要求更加复杂,但它更具有可对任何形状的部件进行焊接加工的优势。与旋转焊接的不同,摩擦焊过程中运动夹盘横向摆动而不是360度旋转,而且两个焊接表面以更高速度接触,这意味着被焊接的两个部件需一直处于高压状态下。
采用线性摩擦焊进行预成型制造的优点很多。这一过程也被称为固基添加制造,允许对复杂形状的部件进行有效加工。在此加工过程中,不再出现传统整体机加工、铸造或锻造工艺中经常看到的加工材料过度浪费的弊病,既缩短了制造时间,也降低了原材料成本。而且该工艺制成的零部件已非常接近成品形状,因而只需进行少许精加工即可得到能*操作的部件。 
E100 是在汤普森位于英国的工厂内制造的一款重达100公吨的设备。在开发E100 时,汤普森与拥有液压、伺服系统及静液压技术专长的穆格公司建立起的合作关系。
关于穆格
穆格公司是一家性的精密控制系统和元器件设计、生产与集成商。穆格工业集团设计、制造高性能运动控制解决方案产品和系统,为塑料、金属成型、发电、测试以及仿真等各种工业应用提供集电动、液压、电液混合技术与专业咨询于一体的支持服务。我们帮助那些性能驱动型公司设计、开发其下一代机器。穆格工业集团2009财年的销售额为4亿5千5百万美元,集团在40 个国家和地区设有分公司,是穆格公司(NYSE:MOG.A 和 MOG.B)的一部分。穆格公司2009年的销售额为18亿4千9百万美元。请浏览 www.moog.com/industrial了解更多详情。
穆格中国成立于1997年,在上海、北京、广州和香港设有工厂和办公室。目前,穆格中国已成为穆格亚洲电动变桨控制系统制造中心,为整个亚洲地区的客户提供包括生产、工程、销售和售后服务在内的完整系统解决方案能力。
不会出现停机要提供*的运动控制产品与解决方案,就意味着客户支持工作要远远超出初期销售。而这需要专注的工作方法来解决您的问题,迎接您机器的挑战,并协助您每天实现zui高的生产率。 在今天竞争激烈的制造环境中,机器性能在决定您的财务盈亏线方面扮演着重要的角色。穆格的原厂维修与维护服务(Authentic Repair® Maintenance Services)是保证机器可每天经济运行的关键。 只有穆格的原厂维修与维护服务才能应对您的设备保持应有的状态所需的品质、快速交付、培训有素的技师与专长以及一致的服务。我们所提供服务的目标就是协助您消除停机时间,提高生产率。 关注您需求的服务
穆格提供的服务旨在使您的重要机器以zui高性能运行。我们的关键服务包括: - 诊断和识别运动控制系统的故障原因
- 定期维护检查,在计划停机及定期维修之前预先检查
- 通过穆格的原厂维修与维护服务,使您的穆格产品符合zui初的性能规范
- 机器或系统的开机运转、试运行和再装机服务
- 产品更换与翻新
- 利用包括服务手册、图纸、软件和其它在线资源在内的电子与印刷资源解决问题减少现场服务访问次数。
让机器的性能达到新境界
《追求更高性能:共同打造运动控制解决之道》作为穆格系列白皮书的开篇之作现已正式推出。
该白皮书为业内工程师描述了:
- 如何获得具有竞争优势的运动控制解决方案
- 机器制造商与穆格公司成功合作的真实范例
- 传统运动控制设计方法的优点与弊端
- 专业合作伙伴在方案设计中的作用
- 专业合作伙伴应具有的特质和专长
目前,液压振动连铸机已经为国内大型钢厂所广泛采用,以此作为提高生产效率的核心技术。但是出于对设备投入成本的考虑,许多中小型钢厂仍在大量使用传统的机械振动装置甚至在进行设备更新改造时选择使用传统的机械振动装置。 穆格公司作为的高性能运动控制专家,在连铸机结晶器振动控制技术方面已有超过二十年的经验,并与主要的连铸机集成商均有合作。 此次穆格受到国内的一家中型连铸设备集成商的委托,为其量身定制方坯连铸机结晶器液压振动控制系统,这也是该集成商*次采用液压振动技术。用户十分看好国内的液压振动市场,在整个项目将近一年的研发过程中,都积极投入配合。双方莫逆于心的合作zui终令这个量身定制的运动控制解决方案顺利交付。 商业挑战 控制结晶器与钢水之间的相互作用对连铸机的稳定运行和生产有着至关重要的作用,结晶器振动技术更是其中的核心技术。随着近年来连铸钢坯热送及直接轧制技术的发展、生产节奏大幅加快。要在提高拉速的同时保证钢坯质量,则必须根据不同的钢种和产品规格设置不同的振动曲线,调节相应的振动频率、振幅等参数。同时如何在连铸现场极为恶劣的环境条件下确保结晶器的振动平稳可靠对结晶器振动控制技术提出了更大的挑战。 此外产品线的多样化也被认为是钢厂的主要竞争力,然而更换结晶器和振动设备的高昂代价,却将这种竞争力变成抬高成本的“双刃剑”。传统的机械式控制一般靠电机和凸轮实现机械式振动。设备的结构特点决定了无法对结晶器的振动曲线类型、振幅等参数进行在线调整。不论是更换产品规格还是更换钢种而必须进行参数调整,都必须停机后才能进行。 即便不更换产品线,因为凸轮和凸轮上的轴承很容易磨损,有时甚至几个月就要更换一套设备。这不仅严重影响生产效率,而且因机械磨损而引起的运动不平稳也对产品质量产生影响。” 为寻求降低维护成本、提高生产效率,实现产品线多样化,用户找到了穆格,寻求更*结晶器运动控制解决方案。 解决方案 液压振动技术自其面世以来,得到了越来越广泛的市场认可。与传统机械振动装置相比,液压振动系统具有结构简单、度高、设置灵活、响应快速等优点;此外,液压振动系统可以实现结晶器的平稳振动,从而减轻钢坯振痕,提高钢坯质量。 在与各地连铸机厂商长期而广泛的合作中,穆格提供用于驱动结晶器的伺服缸(油缸)和伺服控制阀块,伺服控制阀块包括一系列逻辑控制的元器件,包括蓄能器、压力传感器、位移传感器等。此外针对中国用户加强位移控制并简化控制系统的需求,穆格又增加了单独的伺服控制器。 “如果不单独加控制器,客户就需要配置一个大型的可编程逻辑控制器PLC(Programmable Logic Controller)来控制整个连铸设备,包括油缸。我们用一个小小的控制器,实际上就是把结晶器振动的运动控制单列出来,把它作为一个子系统来实现,这样更便于控制,同时可以简化PLC系统。这对于已有机械式振动连铸机的设备改造提供了更加灵活和方便的选择。” 穆格公司亚太地区重工业市场业务拓展李晓亚说。 简单地说,穆格提供的整个结晶器振动控制系统主要分为伺服作动器和伺服控制器两大部分。伺服作动器,也就是伺服油缸,又包括伺服阀块和油缸本体,而伺服控制器则包含一套由穆格公司自主研发的控制软件。控制器向伺服阀输出控制信号,伺服阀根据电信号变化实现对油缸流量的控制,从而实现对油缸振幅的控制。 这套系统的实际应用振幅可在±3毫米至±12毫米的范围内根据需要进行在线调整,其振幅动态控制精度可达0.2毫米。伺服缸总行程为±25毫米,通过调整控制器软件参数,便可轻松在线调整结晶器的振动频率和振幅,从而提高钢坯的质量。 钢坯振痕越轻,质量越好。振动痕迹牵涉到振动频率、振幅和保护渣等多方因素,涉及到油缸,主要是振动曲线,包括振幅和频率的影响,看振动是否按照软件设好的曲线平稳地运动。结晶器需要按照这样一个标准曲线振动才能生产出一个合格的产品,这就要通过控制器的算法和油缸的性能来保证油缸zui终按照预设曲线的控制要求运动。如果不能实现的运动控制,就不能生产出合格的产品。 对于连铸机的制造商来说,有了穆格的协助,其设计制造工作就更加细分化和专业化,连铸机制造商只要根据不同产品的拉坯工艺要求提出不同的振动曲线和振动参数,剩下运动控制的工作就可以全部交由穆格来实现。此举一方面省掉大量研发所需的人财物的投入,更重要的是缩短了研发设计周期,在较短时间内满足zui终用户的需求,从而带来直接的经济效益。此外,高精度的设备控制,带来了高性能的生产,从而保证zui终客户生产出更高质量的铸坯产品,提高连铸机制造商的品牌度并建立更好更广泛的用户口碑。
地址:上海黄浦区北京东路668号科技京城东楼20C
 | 穆格 供电单元和机架(2010-4-23) |  | 穆格 G123-821 微型直动阀放大器(2009-2-20) 用户可设置频率响应 |  | 穆格 G128-808 电源 24VDC – 650mA(2009-2-20) 提供调整的24VDC输出 |  | 穆格 G128-809 电源 24VDC -2A(2009-2-20) |  | 穆格 便携式阀测试器(2009-2-20) |  | 穆格 捕捉跟踪卡(2009-2-20) |  | 穆格 欧罗卡(2009-2-20) 模拟控制卡 |  | 穆格G040-122 电子反馈 (EFB) 阀监测器(2009-2-18) |  | 穆格G040-119 便携式伺服阀测试设备(2009-2-18) |  | 穆格M040-104 便携式阀测试设备(2009-2-18) 穆格便携式阀测试器 (M040-104) 从实际运用经验中发展而来,对于使用 640、650、660 和 769 系列穆格电子反馈 (EFB) 阀和任何机械反馈 (MFB) 伺服阀(输入电流zui高达 60 mA)的控制系统,M040-104 为其提供调试、维护和故障排除帮助。 | |